
Gate valves are critical components in industrial fluid control systems, renowned for their excellent performance and reliable operation. This article will explore the advantages of gate valves in industrial applications.
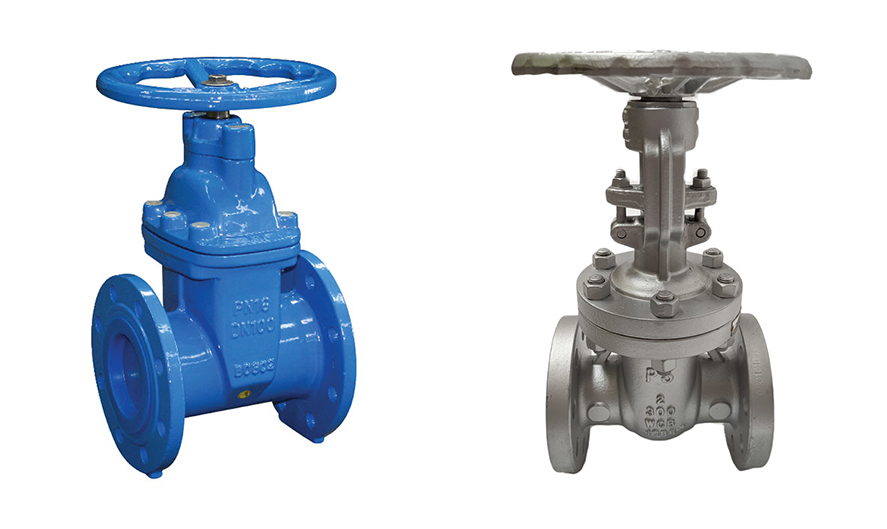
Gate valves control fluid flow by raising or lowering a gate. Their simple and effective design makes them suitable for applications requiring full open or close operations. Common materials for gate valves in industrial environments include cast iron, stainless steel, and alloys to accommodate different working conditions and media requirements.
A gate valve mainly consists of a valve body, bonnet, stem, and gate. When the stem rotates, the gate moves up and down along the stem axis, opening or closing the valve. When fully open, the gate is parallel to the direction of fluid flow, providing minimal flow resistance. When fully closed, the gate is perpendicular to the direction of fluid flow, ensuring a reliable seal.
Gate valves have distinct technological advantages compared to other types of valves:
· High-Pressure Application Capability: Gate valves are designed to operate reliably in high-pressure environments, providing a dependable seal. Their robust structure and pressure resistance make them widely used in high-pressure pipeline systems.
· Long-Term Stability: Due to their simple structure and durable material selection, gate valves offer a long service life and low maintenance costs. Even in harsh working environments, gate valves maintain excellent performance, reducing the frequency of repairs and replacements.
· Safety: Gate valves can respond quickly and shut off completely to prevent fluid leaks or equipment damage in emergencies. This quick response capability is particularly important in situations requiring urgent shutdowns, such as chemical spills or equipment failures, where the quick closing function of gate valves can effectively reduce losses and risks.
Gate valves play a crucial role in industrial applications, with primary application scenarios including:
· Oil and Gas Industry: Gate valves control the flow of crude oil, natural gas, and chemicals, ensuring the safe operation of pipeline systems. In oil fields and gas wells, gate valves are used to control the opening and regulation of fluids, ensuring safe and efficient production processes.
· Power Industry: In thermal and nuclear power plants, gate valves control the flow of cooling water and steam, maintaining efficient operation of equipment. The reliability and durability of gate valves are particularly important in high-temperature, high-pressure environments.
· Chemical Processing: Gate valves precisely control the flow and pressure of chemicals in chemical production processes, ensuring production efficiency and safety. In chemical plants, gate valves are commonly used in reactors, storage tanks, and pipeline systems to control fluids, ensuring precise control of chemical reactions and stable product quality.
With advancements in industrial technology, the design and manufacture of gate valves are continuously innovating. The application of new materials, the integration of automated control systems, and the development of remote monitoring technologies are making gate valves increasingly important in industrial automation and intelligence.
· New Material Applications: With the development of new material technology, the application of high-performance materials allows gate valves to maintain excellent performance even in more challenging environments. For example, the use of corrosion-resistant materials and high-strength alloys makes gate valves more widely applicable in special environments such as chemical and marine industries.
· Automation Control: The development of modern industrial automation makes the control of gate valves more intelligent. By integrating automated control systems, gate valves can achieve remote control and real-time monitoring, improving operational efficiency and safety.
· Remote Monitoring Technology: With the widespread adoption of IoT technology, the operational status of gate valves can be monitored and managed in real time through remote monitoring systems. The application of this technology not only improves system operational efficiency but also enables timely fault detection and elimination, reducing downtime and maintenance costs.
In summary, gate valves are not only critical components in industrial fluid control but also essential for ensuring the safety and efficient operation of industrial production. As technology continues to advance and application needs diversify, gate valves will continue to play an irreplaceable role in driving the development and innovation of industrial fluid control systems.
















